




|


| 外型尺寸 | 定制 |
| 品牌 | 東源 |
| 貨號 | 1 |
| 用途 | 廣泛 |
| 型號 | 定制 |
不銹鋼制閘門日常的維護和保養方法: 一、閘門啟閉設備養護、檢查應做到專人負責。 二、閘門啟閉設備養護維修應本著經常養護,隨時維修,修重于搶的"的原則進行。三、養護、檢查中做到經常檢查,定期檢查,特別檢查相結合。四、對金屬結構應注意構件有無變形、裂紋、銹蝕、氣蝕、磨損、松動等現象,觀察止水是否完好,啟閉是否靈活,鋼絲繩有無銹蝕斷絲,潤滑油是否充足,機電設備是否完好。 五、啟閉機房內不得存放雜物,經常打掃,保證照明良好。六、設備所用重要或常用配件都要有備件,并應保證設備有備用電源。七、根據情況在維修中采取經常性養護修理與搶修。 八、工作閘門,檢修閘門做到十年油漆處理一次,室內啟閉設備每年汛前保養一次,加油一次,三年油漆一次。

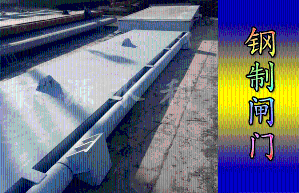
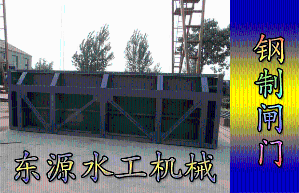
不銹鋼制閘門
清除雜物的方法宜采用噴射或拋射,一般采用噴射,即人們通常說的噴砂除銹。 鋼制閘門噴砂機是噴砂處理設備,在一定壓力條件選取適當的磨料,可達到高質量的表面處理效果。噴砂用氣操作壓力小少于0.5MPa,配備6m3/Sr空氣壓縮機。采用流動式空氣壓縮機時,其排氣量為6m3/s,額定壓力為0.8MPa,功率為37kw。噴砂處理所用的壓縮空氣必須經過冷卻裝置及油水分離器處理,以保證壓縮空氣的干燥、無油。油水分離器必須定期清理。噴砂時噴嘴尺寸為6~8mm,在使用過程中,由于磨損,孔口直徑增大了25%時宜更換噴嘴。噴嘴到基體金屬表面宜保持100~300mm的距離。噴射方向與基體金屬表面法線的夾角以15°~30°為宜。噴砂用的磨料品種較多,性能不一,一般選用強度較高的石英砂。磨料使用前必須干燥,含水量不得大于1%,否則必須進行炒砂或烘干處理。對磨料的料徑也有要求,其值在0.75~3.0mm之間。
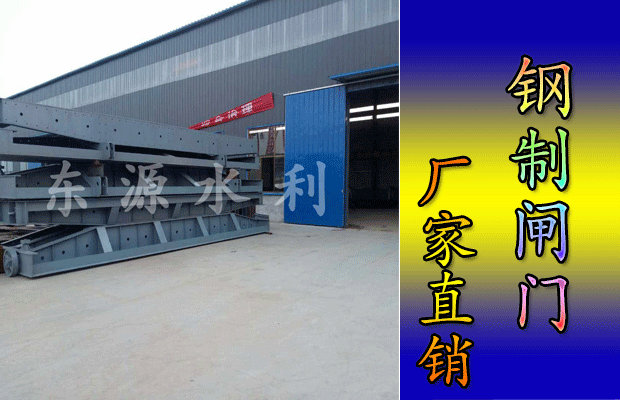
不銹鋼制閘門制造的詳細信息
1、閘門制作
閘門制造及組裝方案根據工程技術文件及圖紙所示
① 施工前,按施工詳圖和技術規范要求,編制好制造工序流程
②閘門制造工序流程如圖
放樣 → 劃料 → 面板拼接 → 頂底梁位置固定→ 一邊梁固定 → 主梁下翼板腹板固定 → 另一邊梁固定→ 主梁上翼板固定 → B—B剖面縱梁點焊 → C—C剖面縱梁點焊 → 次橫梁固定 → 吊座焊接 → 加強點焊 → 背格對稱焊接→ 閘門分塊翻身 → 面板及背格全方位焊接
2、閘門制作工序流程
⑴、原材料
①、按施工圖紙所標注的材料型號、規格尺寸組織原材料,其機械性能和化學成分及其它技術性能,保證符合現行有關國家標準和部頒標準,并附有出廠材料質量證明文件和合格證, 我公司質檢科按圖紙要求對各種材料進行復查,報監理工程師驗收后方可施工。
②、對各種板材及型鋼復檢合格,進行平直矯正預處理后,堆放整齊依順序及工藝流程領料 放樣和下料。





