



|


| 外型尺寸 | 定制 |
| 品牌 | 東源 |
| 貨號 | 1 |
| 用途 | 廣泛 |
| 型號 | 定制 |
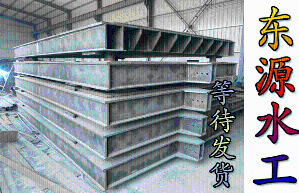
水渠鋼制閘門操作規定,鋼制閘門供應商 鋼制閘門操作規定: 第一,鋼制閘門啟閉機在運作過程中,必須由單位負責人發出調度指令否則不能擅自啟閉,后果自負。 第二,非工作單位相關人士一律不得操作鋼制閘門啟閉機以及相關設備。 第三,操作人員必須經過專業培訓,思想集中、愛崗敬業、有責任心,并在操作過程中嚴格按照使用流程,機器運作中嚴格監督,防止出現事故。 第四,開機前首先要檢查水力設備是否正常,各部分有無損壞。并在記錄本中記錄當天設施情況。第五,關機后要檢查各個配件情況是否出現漏關,并將當天調度人、操作人、關機時間工作情況記錄。第六,如果中途發生停電,應將開關置于空檔,并拉閘斷電卸掉傳動皮帶。以上便是鋼制閘門啟閉機工作規定的總結,希望各單位在使用過程中一切順利。選購優秀鋼制閘門、啟閉機、鑄鐵閘門、我廠將為您提供優質的產品與服務。

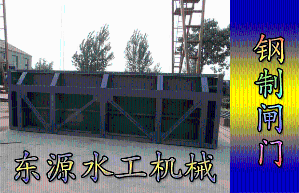
水渠鋼制閘門
鍍鉻工藝和涂層厚度應符合sl41規范。使用液壓油可以使液壓系統在零下十度的低溫環境下正常的工作,同時使用5W-30型號的地冰點抗乳化液壓油。液壓管道由無縫鋼管制成,并根據整個液壓系統來選擇液壓管道的規格。密封:具有耐油,防水,變形小,阻力小,抗老化等特點。氣缸的氣動和靜態密封均采用*橡膠。

水渠鋼制閘門制造的詳細信息
1、閘門制作
閘門制造及組裝方案根據工程技術文件及圖紙所示
① 施工前,按施工詳圖和技術規范要求,編制好制造工序流程
②閘門制造工序流程如圖
放樣 → 劃料 → 面板拼接 → 頂底梁位置固定→ 一邊梁固定 → 主梁下翼板腹板固定 → 另一邊梁固定→ 主梁上翼板固定 → B—B剖面縱梁點焊 → C—C剖面縱梁點焊 → 次橫梁固定 → 吊座焊接 → 加強點焊 → 背格對稱焊接→ 閘門分塊翻身 → 面板及背格全方位焊接
2、閘門制作工序流程
⑴、原材料
①、按施工圖紙所標注的材料型號、規格尺寸組織原材料,其機械性能和化學成分及其它技術性能,保證符合現行有關國家標準和部頒標準,并附有出廠材料質量證明文件和合格證, 我公司質檢科按圖紙要求對各種材料進行復查,報監理工程師驗收后方可施工。
②、對各種板材及型鋼復檢合格,進行平直矯正預處理后,堆放整齊依順序及工藝流程領料 放樣和下料。





